


সব পণ্য
-
 ঔজ্বল্যহীনএকটি ভাল সহযোগিতা!
ঔজ্বল্যহীনএকটি ভাল সহযোগিতা! -
Mauraএটি টাইটানিয়াম টিউব, নির্ভরযোগ্য অংশীদার আবেদন করার জন্য পেশাদারী সমাধান প্রদান করতে পারে।
ব্যক্তি যোগাযোগ :
Angela
ফোন নম্বর :
86-512-58715276
হোয়াটসঅ্যাপ :
+8615895686919
ডোম E155 E195 E235 E275 E355 কার্বন ইস্পাত পাইপ বিজোড় হাইড্রোলিক টিউব






| উৎপত্তি স্থল | Jiangsu |
|---|---|
| পরিচিতিমুলক নাম | Hongbao |
| সাক্ষ্যদান | TS16949, ISo9001 |
| মডেল নম্বার | HBWS-001 |
| ন্যূনতম চাহিদার পরিমাণ | 2MT |
| মূল্য | Negotiable |
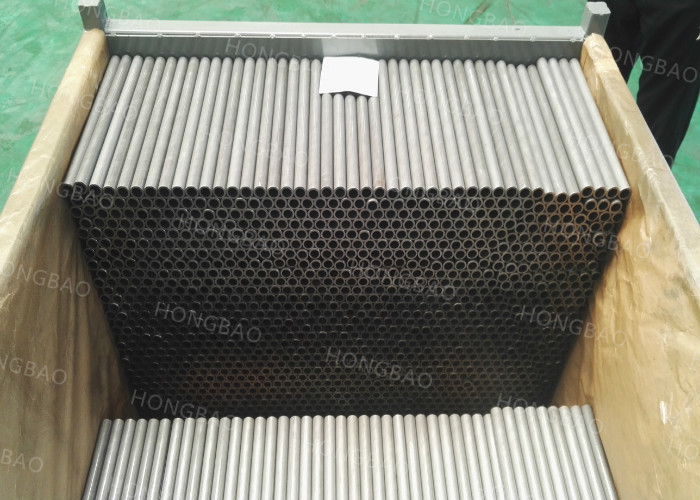
| প্যাকেজিং বিবরণ | প্যাকেজিং: কাঠের কেস |
| ডেলিভারি সময় | বিনিমেয় |
| যোগানের ক্ষমতা | 800MT / মাস |

বিনামূল্যে নমুনা এবং কুপন জন্য আমার সাথে যোগাযোগ করুন.
হোয়াটসঅ্যাপ:0086 18588475571
Wechat: 0086 18588475571
স্কাইপ: sales10@aixton.com
যদি আপনার কোন উদ্বেগ থাকে, আমরা 24-ঘন্টা অনলাইন সহায়তা প্রদান করি।
xপণ্যের বিবরণ
| পাদান | 26 এমএনবি 5 | লম্বা | এলোমেলো বা স্থির দৈর্ঘ্য |
|---|---|---|---|
| আকৃতি | বৃত্তাকার | কারিগরী | বিজোড় বা ঝালাই |
| মান | EN10305-1, EN10305-2 ইত্যাদি | নাম | কার্বন ইস্পাত পাইপ |
| লক্ষণীয় করা | ঝালাই ইস্পাত পাইপ,ঠান্ডা আঁকা .ালাই নল |
||
পণ্যের বর্ণনা
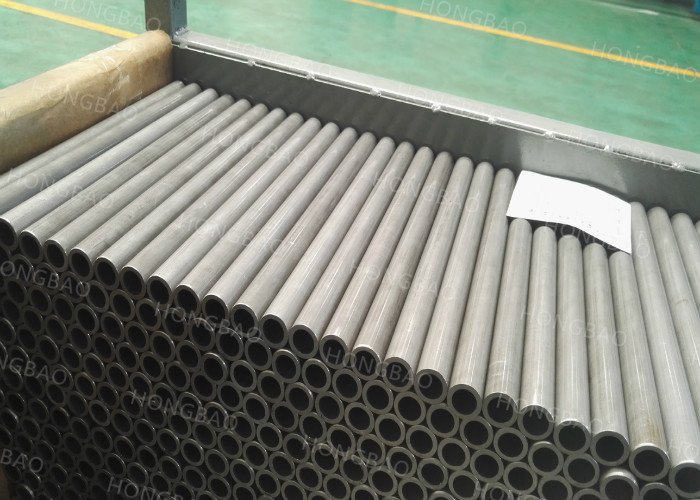
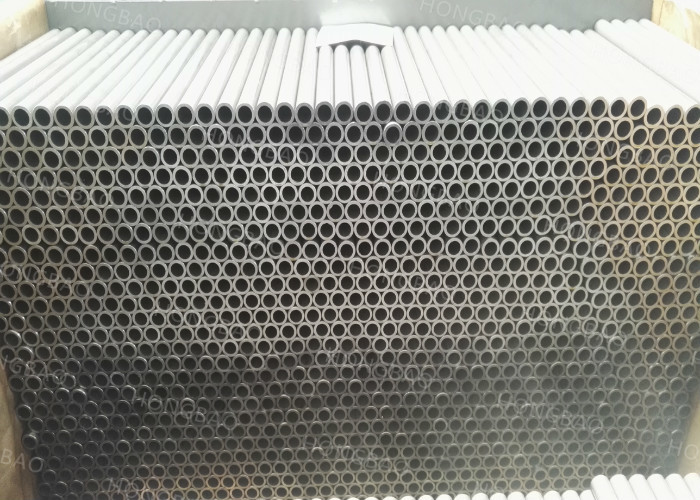
ডোম E155 E195 E235 E275 E355 কার্বন ইস্পাত পাইপ বিজোড় হাইড্রোলিক টিউব
আকারের পরিসীমা: ওডি: 6-420 মিমি ডাব্লুটি: 1-50 মিমি এল: সর্বোচ্চ 12000 মিমি
অ্যাপ্লিকেশন: অটো শিল্প / যন্ত্রপাতি ব্যবহার / তেল সিলিন্ডার নল / মোটরসাইকেলের শক শোষণকারী / অটো শক শোষণকারী / অভ্যন্তরীণ সিলিন্ডার / দূরবীন সিলিন্ডার / জ্যাক উত্তোলন সিস্টেম / জলবাহী সিলিন্ডারগুলির জন্য
উপস্থিতি:
টিউবের অভ্যন্তরীণ এবং বাহ্যিক পৃষ্ঠ সমাপ্তি মসৃণ, অন্যদিকে ওয়েল্ড সিম কোনওভাবে দৃশ্যমান বা স্পষ্ট নয়।
রুক্ষতা Ra≤4μm সঙ্গে আইডি পৃষ্ঠতল, সেরা আইডি মসৃণতা আমরা Ra≤0.8μm পৌঁছাতে পারে
অভ্যন্তরীণ পৃষ্ঠটি পরিমাপ করা যেতে পারে এবং প্রতিবেদকের কাছে এটি যদি ক্রেতার কাছে PO এর আগে অনুরোধ করা হয়।
সরবরাহ ইস্পাত গ্রেড:
E155, E195, E235 E275, E355
প্রসবের শর্ত:
+ সি, + এলসি, + এসআর, + এ, + এন
উত্পাদন পদ্ধতি:
DOM, ERW + ঠান্ডা টানা
| উপাধি | প্রতীক | বর্ণনা |
| ঠান্ডা টানা / শক্ত | + সি | তাপীয় প্রক্রিয়াজাতকরণ ছাড়াই, ঠান্ডা অঙ্কন প্রক্রিয়া শেষ হওয়ার পরে |
| ঠান্ডা টানা / নরম | + এলসি | চূড়ান্ত তাপ প্রক্রিয়াকরণের পরে, উপযুক্ত অঙ্কন |
| ঠান্ডা টানা এবং annealed | + এসআর | চূড়ান্ত কোল্ড অঙ্কন প্রক্রিয়া এবং একটি নিয়ন্ত্রিত বায়ুমণ্ডলে তাপ প্রক্রিয়াকরণ annealing পরে |
| ঘোষিত | + এ | চূড়ান্ত শীতল অঙ্কন প্রক্রিয়া শেষে পাইপগুলি নিয়ন্ত্রিত বায়ুমণ্ডলে annealed হয় |
| নরমালাইজড | + এন | চূড়ান্ত শীতল অঙ্কন প্রক্রিয়া শেষে পাইপগুলি নিয়ন্ত্রিত বায়ুমণ্ডলে স্বাভাবিক করা হয় |
ঘরের তাপমাত্রায় যান্ত্রিক বৈশিষ্ট্য
| ইস্পাত গ্রেড | সরবরাহের শর্তের উপর নির্ভর করে সর্বাধিক মান | |||||||||||
| + সি | + এলসি | + এসআর | + এ | + এন | ||||||||
| ইস্পাত প্রতীক | আরএম এমপিএ | A% | আরএম এমপিএ | A% | আরএম এমপিএ | রেইচ এমপিএ | A% | আরএম এমপিএ | A% | আরএম এমপিএ | রেইচ এমপিএ | A% |
| E155 | 400 | । | 350 | 10 | 350 | 245 | 18 | 260 | 28 | 270 410 করুন | 155 | 28 |
| E195 | 420 | । | 370 | 10 | 370 | 260 | 18 | 290 | 28 | 300 do 440 | 195 | 28 |
| E235 | 490 | । | 440 | 10 | 440 | 325 | 14 | 315 | 25 | 340 480 করুন | 235 | 25 |
| E275 | 560 | ৫ | 510 | 8 | 510 | 375 | 12 | 390 | 21 | 510 কর 550 | 275 | 21 |
| E355 | 640 | ঘ | 590 | । | 590 | 435 | 10 | 450 | 22 | 490 630 করুন | 355 | 22 |
রাসায়নিক সংমিশ্রণ (মই বিশ্লেষণ)
| ইস্পাত গ্রেড | ভর এর% | ||||
| ইস্পাত প্রতীক | সি সর্বোচ্চ | সর্বাধিক সি | এমএন সর্বাধিক | পি সর্বোচ্চ | এস সর্বোচ্চ |
| E155 | 0,11 | 0,35 | 0,70 | 0,025 | 0,025 |
| E195 | 0,15 | 0,35 | 0,70 | 0,025 | 0,025 |
| E235 | 0,17 | 0,35 | 1,20 | 0,025 | 0,025 |
| E275 | 0,21 | 0,35 | 1,40 | 0,025 | 0,025 |
| E355 | 0,22 | 0,35 | 1,60 | 0,025 | 0,025 |
ডোম একটি প্রক্রিয়া যা প্রাথমিকভাবে নির্মাণের পরে পাইপগুলিতে প্রয়োগ করা হয় tএটি নির্বিঘ্ন হিসাবে পুনঃস্থাপন করা হয়, এটি বলা যেতে পারে যে ইআরডাব্লু টিউবগুলিতে বিরামবিহীন প্রক্রিয়া পদ্ধতি করুন, তাই টিউবগুলিতে একটি উচ্চ শক্তি, উচ্চমানের ব্যবস্থা থাকবে ater উপাদান ফর্ম E155 E195 E235 E275 E355 1020 1026 এবং আরও .DOM টিউবিং সাধারণত অটো পার্টস এ ব্যবহৃত হয়।
ইস্পাত গ্রেড এবং রাসায়নিক সংমিশ্রণ
| ইস্পাত গ্রেড | গ | সি | এমএন | পি | এস | |
| ইস্পাত নাম | ইস্পাত নম্বর | সর্বাধিক | সর্বাধিক | সর্বাধিক | সর্বাধিক | সর্বাধিক |
| E155 | 1.0033 | 0.11 | 0.35 | 0.70 | 0.025 | 0.025 |
| E195 | 1.0034 | 0.15 | 0.35 | 0.70 | 0.025 | 0.025 |
| E235 | 1.0308 | 0.17 | 0.35 | 1.20 | 0.025 | 0.025 |
| E275 | 1.0225 | 0.21 | 0.35 | 1.40 | 0.025 | 0.025 |
| E355 | 1.0580 | 0.22 | 0.35 | 1.60 | 0.025 | 0.025 |
aRm: প্রসার্য শক্তি;রেহ: উচ্চ ফলন শক্তি;উত্তর: ফ্র্যাকচারের পরে প্রসারিত হওয়া
বি 1 এমপিএ = 1 এন / মিমি 2
সি সমাপ্তিতে ঠান্ডা কাজের ডিগ্রির উপর নির্ভর করে ফলন শক্তি প্রায় দশক শক্তি হিসাবে বেশি হতে পারে।
গণনার উদ্দেশ্যে নিম্নলিখিত সম্পর্কের সুপারিশ করা হয়:
প্রসবের শর্তের জন্য + সি: রিহ্যাচ ≥0.8 আরএম
প্রসবের শর্তের জন্য + এলসি: রিহ্যাচ ≥0.7 আরএম
d গণনার উদ্দেশ্যে নিম্নলিখিত সম্পর্কটি সুপারিশ করা হয়: ReH≥0.5Rm
উৎপাদন প্রক্রিয়া:
কোল্ড চালক মেশিন এবং কোল্ড রোলিং মেশিন দ্বারা কোল্ড রোলিং
আকার: 20-350 মিমি
1. মানক:
EN10305-2 কোল্ড আঁকা যথার্থতা বিজোড় ইস্পাত পাইপ
2. ইস্পাত গ্রেড:
E155, E195, E235, E275, E355, গ্রাহকদের সাথে চুক্তি অনুসারে অন্যান্য উপকরণ।
3. উত্পাদন পদ্ধতি:
ওডি এবং ডাব্লুটি সহনশীলতার উচ্চ নির্ভুলতায় পৌঁছানোর জন্য, ঝালাই ইস্পাত টিউবগুলিতে শীতল আঁকা
4. আকার পরিসীমা:
ওডি: 20-350 মিমি ডাব্লুটি: 1-35 মিমি এল: সর্বোচ্চ 12000 মিমি
5. প্যাকিং:
হেক্সাগোনাল বান্ডিলগুলিতে, অ্যান্টি-মরচে তেল সুরক্ষা সহ সমুদ্রের প্যাকিং
6. সরবরাহ শর্ত:
1)।+ সি চূড়ান্ত কোল্ড অঙ্কন প্রক্রিয়া পরে কোন তাপ চিকিত্সা
2)।+ এলসি চূড়ান্ত তাপ চিকিত্সার পরে একটি উপযুক্ত অঙ্কন পাস আছে
3)।+ এসআর চূড়ান্ত ঠান্ডা অঙ্কন প্রক্রিয়া পরে একটি চাপ নিয়ন্ত্রিত বায়ুমণ্ডলে তাপ চিকিত্সা উপশম হয়
4)।+ এ চূড়ান্ত শীতল অঙ্কন প্রক্রিয়া শেষে টিউবগুলি নিয়ন্ত্রিত বায়ুমণ্ডলে annealed হয়
5)।+ এন চূড়ান্ত কোল্ড ড্রয়িং অপারেশনের পরে নিয়ন্ত্রিত বায়ুমণ্ডলে টিউবগুলি স্বাভাবিক করা হয়
স্পষ্টতা ক্যামশ্যাফট টিউব ছোট বাইরের ব্যাস ঝালাই পাইপ 26MnB5 34MnB5 ক্যামের জন্য
উত্পাদন পদ্ধতি:
ঠান্ডা টানা ldালাই নল ERW (বৈদ্যুতিক প্রতিরোধের ঝালাই নল) অঙ্কন দ্বারা উত্পাদিত হয়। এই প্রক্রিয়া চলাকালীন সাইজিং (প্রাচীর বেধ, ভিতরে এবং বাইরের ব্যাস) পাশাপাশি ওয়েল্ড অখণ্ডতা এবং পৃষ্ঠ সমাপ্তি প্রয়োজনীয় আকারের টিউব উত্পাদন ঘনিষ্ঠভাবে নিয়ন্ত্রণ করা হয় এবং যান্ত্রিক সম্পত্তি বৈশিষ্ট্য।
প্রধান তারিখ
উপাদান: E355
অন্যান্য উপলভ্য উপাদান: E155 E195 E235 E275
বাইরের ব্যাসের ব্যাপ্তি: 10-50 মিমি
ওয়াল বেধের সীমা: 1.5-8 মিমি
টি / ডি ≥ 0.2 (সাধারণ: টি / ডি = 0.1)
স্ট্যান্ডার্ড: En10305-2
প্রক্রিয়া: কোল্ড ড্র, কোল্ড রোলিং
প্রসবের শর্ত:
1) + সি চূড়ান্ত ঠান্ডা অঙ্কন প্রক্রিয়া পরে কোন তাপ চিকিত্সা।
2) + এলসি চূড়ান্ত তাপ চিকিত্সার পরে একটি উপযুক্ত অঙ্কন পাস আছে।
3) + এসআর চূড়ান্ত ঠান্ডা অঙ্কন প্রক্রিয়া পরে একটি চাপ নিয়ন্ত্রিত বায়ুমণ্ডলে তাপ চিকিত্সা উপশম হয়।
4) + এ চূড়ান্ত শীতল অঙ্কন প্রক্রিয়া শেষে টিউবগুলি নিয়ন্ত্রিত বায়ুমণ্ডলে annealed হয়।
5) + এন চূড়ান্ত কোল্ড ড্রয়িং অপারেশনের পরে একটি নিয়ন্ত্রিত বায়ুমণ্ডলে টিউবগুলি স্বাভাবিক করা হয়।
সুবিধা (বিরামবিহীন ঠান্ডা টানা নলের সাথে তুলনা করুন)
আরও ভাল আকার
উন্নত মানের পৃষ্ঠ
আঁটসাঁট এক্সেনট্রিটি এবং প্রাচীরের বেধ সহনশীলতা (অদ্ভুত
টিউব আরও সুরক্ষা
কম তাপমাত্রায় ভাল দৃness়তা
ইউএসএ মার্কেট: ইউএসএ বাজারে সিলিন্ডারের 90% হ'ল ঝালাইযুক্ত টিউব দিয়ে উত্পাদিত হয়
ব্যয় নির্ধারণের দৈর্ঘ্য আরও সস্তা
![]()
প্রস্তাবিত পণ্য